Quelle est la force de fermeture lors d'un moulage par injection ?
.
La force de fermeture est la force (en livres ou en kg) nécessaire pour maintenir le moule pendant l'injection et elle est appliquée par l'unité de fermeture d'une machine de moulage par injection. C'est l'une des parties les plus négligées du processus de moulage par injection. Si cette pression n'est pas surveillée et contrôlée de manière adéquate, le moule sera amené à s'ouvrir prématurément par la pression d'injection et créera des bavures sur la pièce correspondante.
La force de fermeture est reflétée dans l'étiquetage des machines par le "tonnage". Le tonnage est la capacité maximale de la force de fermeture que la machine peut produire. Normalement, la capacité maximale de la machine est indiquée en tonnes, par exemple, une machine de 300 tonnes est capable de générer une force de serrage maximale équivalente à un total de 300 tonnes de force.
Il est conseillé d'utiliser une machine qui peut supporter la pression de serrage maximale, mais pas beaucoup plus. Les machines surdimensionnées représentent un gaspillage de capacité opérationnelle précieuse et une consommation d'énergie supplémentaire. De plus, une inadéquation de la pression de serrage entre la machine et le moule peut endommager la machine ou le moule.
C'est pourquoi les ingénieurs en moulage conçoivent la plus petite machine possible et doivent constamment surveiller et contrôler la force de fermeture du moule par injection à l'aide de systèmes de boucle de contrôle à retour de force.
.
Comment les capteurs de pesage peuvent-ils être utilisés pour mesurer la force de serrage du moulage par injection ?
Au cours du moulage par injection de plastique et de la coulée sous pression, le moule est serré pour résister à l'expansion et à la contraction thermiques rapides causées par le matériau fondu qui remplit la cavité du moule. Des pièces défectueuses peuvent être créées si le moule n'est pas maintenu correctement serré pour résister à la charge thermique tout au long du processus de moulage et de coulée.
Pour atténuer ces effets thermiques, les capteurs de charge type "galette" sont placés aux points de contact du bridage, ce qui permet à la machine de moulage par injection de surveiller la pression de serrage lors du moulage par injection et d'ajuster les forces de serrage en conséquence.
.
Capteurs de pression dans les cavités - Mesurer la pression à l'intérieur du moule
Une approche alternative et plus puissante de la mesure de la pression dans les moules à injection est l'utilisation de capteurs de pression dans les cavités du moule.
La pression à l'intérieur du moule d'injection est un indicateur de performance clé de la qualité de la pièce moulée. La mesure et le contrôle continus de la pression dans l'empreinte du moule dans les machines d'injection augmentent la qualité du produit final, améliorent le rendement et réduisent les cycles de temps de production.
Les capteurs de pression dans la cavité convertissent la pression à l'intérieur de la cavité de moulage en un signal mV/V mesurable à l'aide de nano-capteurs de pression à jauges de contrainte installés dans la plaque du moule. Les capteurs sont équipés de circuits à jauges de contrainte de haute précision et leur sortie électrique change sous l'influence de la pression ou de la force. Ce changement, amplifié par un conditionneur de signal, fournit des données précises sur la pression appliquée dans la cavité lors du processus de moulage par injection.
Le capteur de pression dans l'empreinte permet une mesure dynamique des courbes de pression pendant toutes les phases du moulage (phase d'injection, phase de compression et phase de maintien en pression). Il est ainsi possible d'effectuer des analyses comparatives sur différentes conditions de processus et d'évaluer la répétabilité du processus lors du moulage dans les mêmes conditions de processus.
De plus, notamment dans le cas du micro-moulage de pièces à tolérance étroite comme les produits médicaux, il s'agit d'une méthode efficace pour calculer le temps de remplissage des cavités, puisque le remplissage des micro-cavités se fait en quelques millisecondes.
.
Mesure directe et indirecte de la pression dans la cavité
En fonction de l'application, il existe deux types de mesure de pression dans l'empreinte : la mesure directe et la mesure indirecte.
Pour la mesure directe, le capteur est installé directement dans la cavité du moule dans un montage affleurant la surface de la cavité, de sorte que le capteur soit directement en contact avec la matière plastique sous pression.
La mesure indirecte de la pression dans la cavité est effectuée par un capteur de force installé à l'extérieur de la cavité du moule. La pression interne du moule est transmise au capteur de pression par l'intermédiaire d'une tige d'éjection (également appelée tige d'éjection).
.
Conformité aux normes de l'industrie du moulage par injection
ASTM D3641 : Méthode standard pour les éprouvettes de moulage par injection des matériaux de moulage et d'extrusion thermoplastiques.
.
.
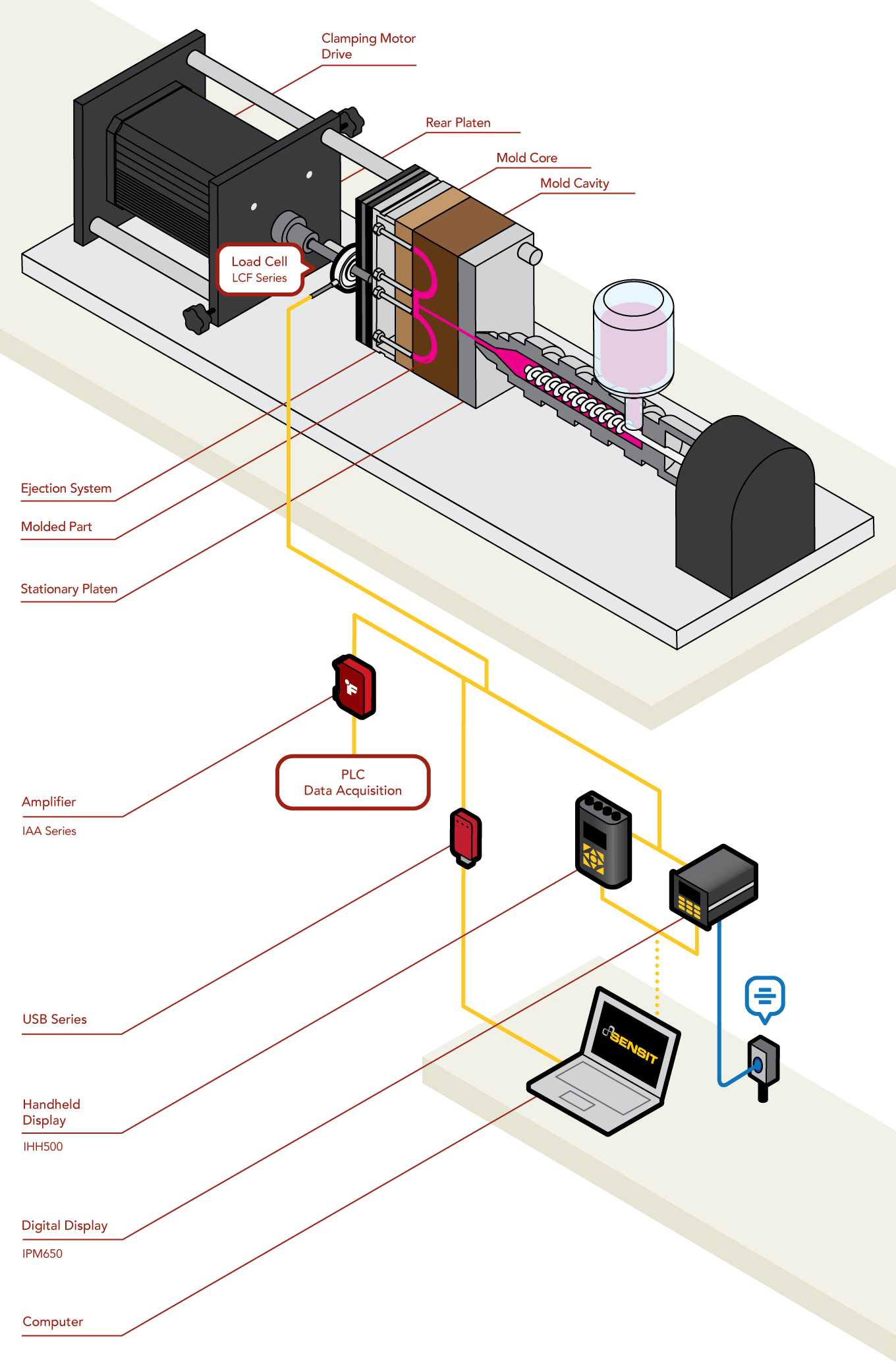
Comment cela fonctionne-t-il ?
Les cellules de charge type "galettes" de la série LCF sont montées en ligne sur des pinces à pression hydraulique ou à vis pour mesurer la force de compression appliquée au moule.
Au fur et à mesure que le moule se dilate et se contracte sous l'effet de la matière fondue, la cellule de charge fournit un retour d'information à l'automate avec la nouvelle force de compression.
Ce retour d'information est utilisé pour ajuster les pinces en temps réel afin de maintenir la compression du moule.
Associée à l'amplificateur analogique de la série IAA, la cellule de charge peut fournir une variété de sorties amplifiées telles que des signaux 0-10 V ou 4-20 mA pour l'automate.
.
Produits utilisés :
Les cellules de charge universelles type "galettes" de FUTEK (série LCF) couplées à l'amplificateur analogique de la série IAA pour le retour d'information dans un PLC.
.
Produits associés
LCF300 : Capteur de Force en Traction Compression - De +/- 25 Lb à 500 Lb (de 100 N à 2 KN)

LCF400 : Capteur de force en traction compression de +/-250 Lb à +/-5000Lb (de 1 KN à 220 KN)

LCF450 -- LCF550 : Capteur de force type galette en traction compression +/- 250 Lb .... +/- 400 000 Lb (de 1 KN à 1000 KN)

LCF451 -- LCF551 : Capteur de force type galette pour applications en fatigue +/- 250 Lb .... +/- 200 000 Lb (de 1 KN à 900 KN)

IAA100 : Amplificateur conditionneur sortie tension pour capteur à jauge de contrainte.

IAA200 : Amplificateur Conditionneur sortie courant pour capteur à jauge de contrainte.

IAA300 : Amplificateur pour capteur à jauge - Sortie tension - Haute vitesse et résolution .
